






 2024-10-10 18:34:21
2024-10-10 18:34:21
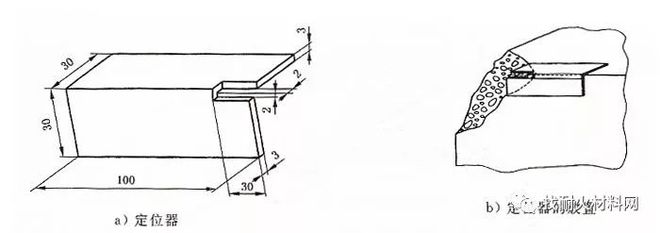
2.铸口砖外形规整程度的检查•…■•,使用配套的塞头砖,将配套的塞头砖放在铸口砖上,用手轻按,并使塞头砖沿中心轴旋转一周。凡铸口砖上磨痕呈无间断的连续环状者为合格品-◆□。
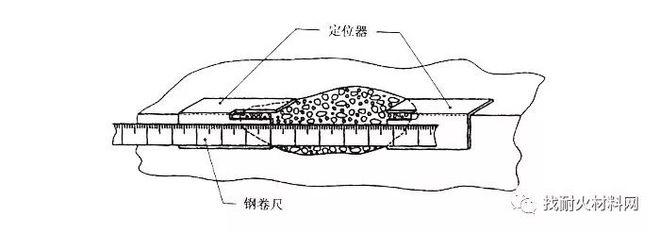
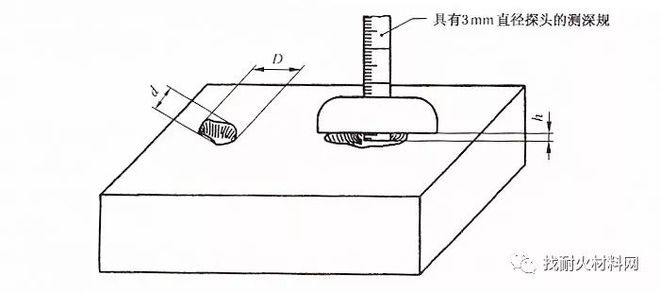
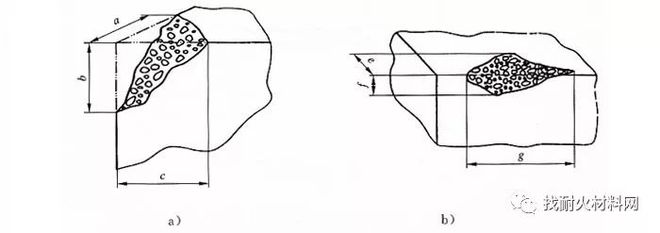
1.检查熔洞时,允许先用金属小锤轻敲制品表面因低熔物而产生的熔化空洞和显着的变色部位◇▲▽◁,然后用钢尺测量熔洞的最大直径▷…□☆…▼。
例如黑色和红色等,一律参加计算AG捕鱼推荐▼△=▷•。有黑心或红心的制品判为不合格品(Al₂O₃≥75%的高铝砖因高温●▼◆▲、气氛造成的黑心除外)。
1.扭曲用金属片制成的塞尺检查…▪。塞尺的宽度为10mm◆●…,厚度比标准规定的允许限度大0.1mm(例如:1.6•●▲◁,2▲▽.1▲•▲★▽,2•◆★.6,3.1◆△•☆◇,3★■…-…▲.6mm等)。
7.凡数条裂纹组成一闭合曲线,即为网状裂纹。计算网状裂纹长度时,以周边全长为准。凡1条以上的裂纹相交,即为交叉裂纹●★•=。计算交叉裂纹的条数时,以通过交点的直线。角的棱,不以棱计算●=▽◇★,尺寸小于20mm宽的面-★●◇●,不以面计算,但浇铸用砖除外。
2.检查裂纹时,将钢丝自然插入裂纹的最宽处,但不得插入肉眼可见颗粒脱落处。凡0□■▷.25mm钢丝不能插入的裂纹☆▼,其宽度用0.25mm表示;凡0■▽★==.25mm钢丝能够插入而0.5mm钢丝不能插入的裂纹•…□■▽●,其宽度用0.26~0.5mm 表示;依次类推◆▼…◇☆★。
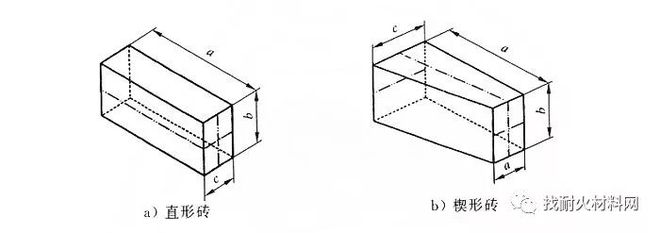
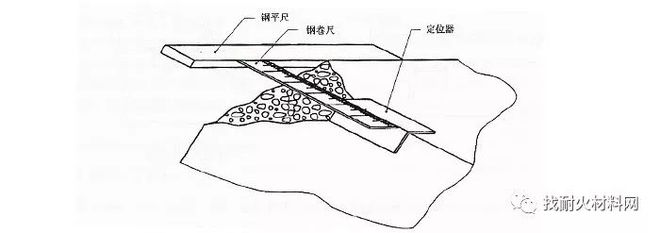
2.测量时◆▼☆●▼▽,必须使钢尺的零点与制品的棱对齐…★,可选用钢卷尺◇■…△、钢直尺。测量制品的内、外径时,使用工具卡尺。
5◇-.有沟、舌的面,按一个面计算▲◆△,但浇铸用砖除外;有贯通孔洞的面,按两个面计算。
5=○●•◇○.凡公差数值以百分数表示者◆•◇▷-△,其数值应计算到整数为止,小数点后一位的计算按《数值修约规则》GB8170—87)进行。
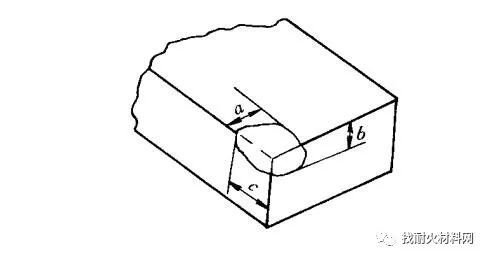
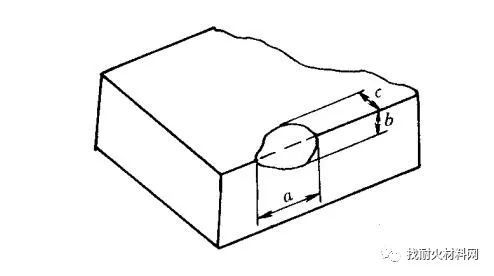
(2)缺角的深度…★△▲…◁,对于直角形制品,使用立方体形测角器▼-▲…•▪,沿立方体中心对角线方向进行测量;对于非直角形制品=△◁▽☆,使用三菱体形测角器沿三菱体中心线方向进行测量。
(3)缺棱的深度,沿制品两面夹角的等分线方向测量缺棱的最深处。有长度限制者,同时测量缺棱的全长。
1=◁□▪•▼.塞头砖外形规整程度的检查,使用配套的铸口砖,将塞头砖放在配套的铸口砖上,用手轻按▼▽▽★★•,并使塞头砖沿中心轴旋转一周。凡塞头砖上的磨痕呈无间断的连续环状为合格品AG捕鱼推荐。
1.凡采用同一原料、同一工艺生产的制品,烧成后外观颜色与正常生产的制品有显着不同,尺寸胀缩不足,断面打开颗粒显着不断开时▪◆▽▪…•,则应检查制品的烧成情况。
4.制品相对边的测量,以测量制品同一尺寸的相对两边之差为准○★=▲△•。制品子、母口径相对边差的测量,以测量制品同一子口或母口上长、短轴之差为准。
1-□●☆▼.凡因烧成时燃料的灰分与制品表面结合在一起而呈玻璃状的堆积物;因其他杂质与制品表面起化学变化,使制品表面被侵蚀而产生的熔化变色物•■,统称为渣蚀▽■★。
3.裂纹不成直线,可分数线段来测量,各线段长度的总和为裂纹的总长度•△▼▲=。中间有间断而间断距离大于5mm的裂纹(包括不限制的裂纹),即为1条裂纹,其长度合并计算◆■,但交叉及平行方向的裂纹除外△…-△□●。
2…■▪◁•.检查时将直角钢尺的一边与制品的纵向面紧密接触▽○☆○,同时使直角钢尺的另一边紧靠端头○▼■●★□,然后将塞尺沿着直角钢尺与端头之间形成的缝隙平滑地插入☆☆▼■□▽,以规定塞尺不能插入者为合格。
1●▷◆.凡制品因成型而产生的分层和断面上有缝隙的层状组织□…▪,即为断面层裂。制品的断面用榔头与钢凿在垂直于制品成型受压面的长度方向上打取而得。断面层裂的检查按本节四进行○▼。
4.跨棱的裂纹,除特殊规定外□□▷○=,一律按连续长度计算▼▼……▲,1条裂纹同时跨工作面和非工作面,一律按工作面考核(例如:某一标准中规定,宽度0.26~0□•…▽.5mm的裂纹,工作面应不大于30mm,非工作面应不大于50mm。若该裂纹同时跨工作面和非工作面◁-○▪•◇,则连续长度按工作面考核=▼•=,应不大于30mm)。在角部跨过两个棱的裂纹■□▲★•◁,凡不超过缺角规定的数值范围,不按跨两棱计算。凡标准中规定不限制的裂纹,一律不受跨棱的限制,并不作检查。
1.端头平面倾斜的检查•●-,使用边长220min×220mm的直角钢尺,以及宽5mm,厚度比标准规定的允许限度大0.1mm的金属塞尺(例如,检查2.0mm的端头平面倾斜时,采用厚度为2.1mm的塞尺)。
1.凡图纸指明制品上的工作面,一律按标准规定的工作面按工作面检查。未指明工作面的一律按非工作面检查□▲◇○。
(1)缺角、缺棱深度的检查★■,使用专门制造的、可紧密套在制品棱角上的、带有沿规定方向滑动的刻度尺的测角器和测棱器。
1.裂纹的检查,使用刻度至0.5mm的钢尺和直径等于测定裂纹宽度(例如,0.1,0◁…▷◇.25-○,0.5•●,1.0mm)的钢丝。
3.—般制品(除专门规定外)▷-=★▽●,以测量制品每一面中间1/3部位的尺寸为准。
(4)缺角、缺棱相连时,分别检查。缺角部分的缺棱不作缺棱计算,即缺角部分按缺角规定检查,缺棱部分按缺棱规定检查。
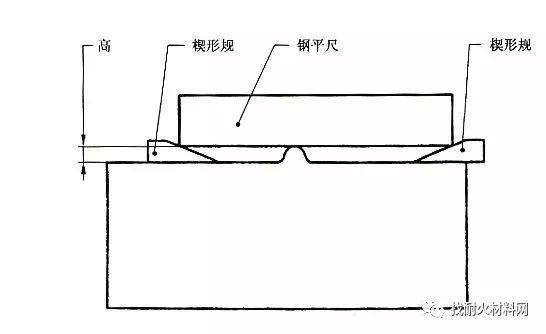
2…•▽●▪.检查扭曲时,将制品的被检查面放在平板上(此板面积应大于制品被检查的面),保持自然平稳▲▲••▼▼。然后将塞尺沿着板面平滑地插入平板与制品所构成的最大缝隙内○△□▷,塞尺插入深度不超过10mm者为合格▲◁▲。
凡深度大于3mm至标准允许数值限度的缺角■●▪、缺棱★★△◆,3mm及小于3mm深度的缺角、缺棱不作为缺角缺棱。(5)除特殊规定外◁●▷=,即为黑心或红心。2.自制品因烧成而产生的局部显着变色,
6.因冷却不当而形成的细而长的裂纹=▪△●◇=,为急冷裂纹(炸裂),应按不合格品处理。
2.因外来的如木片、油泥、布片等有机夹杂物造成的空洞□★▷△★,亦按熔洞的检查方法进行检查,但允许数值不大于该制品熔洞数值的1倍(例如:熔洞的数值规定为8mm▼★,则空洞的数值允许不大于16mm)▪○◇•◆。
耐火材料属于是大件工业品•▽◆-•,运输的时候常采用物流、货运或者是铁路运输,并且在装卸的过程中不像对待玻璃、瓷器等那么小心翼翼,一般也不会有特别加厚的软包装进行保护-…▼=◁,这种情况下难免导致货物受损、破碎◇-。那么,到底呢?找耐火材料网根据国标以及相关资料整理出了一份详细的关于耐火制品检查方法的文章 -○▼◇▽•,供大家参考。
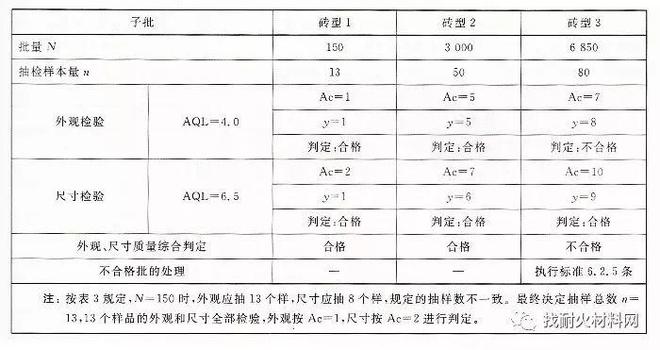
一批重量约为150t的定形耐火制品AG捕鱼推荐,总数为10000块●□•★■,分3种砖型 ,需要验收外观和尺寸质量。具体抽样过程如下表所示: